Acevedo-morantes, M.T., M. Brieva-sarmiento and A. Realpe-jiménez, 2014. Effect of the molding temperature and cooling time on the residual stresses of crystal polystyrene. DYNA, 81(187): 73-80.
Analysis of Residual Stress of Injected Plastic Parts: A Multivariable Approach
Research Journal of Applied Sciences, Engineering and Technology 2021 18: 43-58
Cite This ArticleAbstract
The analysis of residual stresses generated during the injection molding process is crucial for the part quality assessment. The present study evaluates the generation of residual stress considering different variables that affect them. For that purpose, diverse part geometries were evaluated with different polymers (polycarbonate, ABS and polypropylene) and some Design of Experiments (DOE) were implemented in a simulation software of injection molding process (Moldex 3D). The results show higher residual stresses in thick wall parts due to unbalanced cooling through-thickness. For thin-wall parts, residual stresses were lower because of better cooling through its thickness. The polycarbonate was the more sensitive polymer to residual stresses upon its processing conditions, being the mold temperature and the packing stage the most critical variables to increase or reduce residual stresses.
Keywords:
Introduction
Residual stresses are internal stresses of the molded part in the absence of external forces. They are caused mainly by non-uniform temperature profile in the cavity during filling, packing, and cooling stages. Since residual stresses in a molded part may cause warpage, stress cracking and long-term deformation, the injection molding process should be optimized to minimize these problems (Kim and Youn, 2007; Poszwa et al., 2018).
Different variables affect the generation of residual stresses during the injection molding process and they can be classified as follow:
- Due to processing conditions
- Due to mold design
- Due to injected polymer
Table 1 summarizes some studies about the effect of different variables of injection molding on residual stresses.
The aforementioned studies revealed a great variety of research related to residual stresses generated during the injection molding process; however, these studies are limited to specific cases or applications with a particular scope. Some studies focus in processing conditions effects butvariables like type of polymer and mold designs are not taken into consideration (Alkaabneh et al., 2016; Farshi et al., 2011; Kusić et al., 2013; Ozcelik et al., 2010). Other studies evaluate one specific geometry but interactions with processing conditions and different polymers are not assessed (Kansal et al., 2001; Raos and Stojsic, 2014; Wang and Young, 2005; Xu et al., 2015). The purpose of the present study is to evaluate the effect of different variables (processing parameters, mold design parameters and injected polymer) on residual stresses of injected plastic parts. With that intention in mind, three study cases were evaluated, a thick wall part, a thin wall part and a part combining both thin and thick walls. For each geometry, different polymers and processing conditions were evaluated to involve diverse variables that affect residual stresses in the injection molding process.
| Variable | Effect on residual stresses |
|---|---|
| Packing pressure | Residual stresses increase or decrease depending on evaluated principal stress (Östergren, 2013). The value of principal stresses difference increases at higher packing pressure (Postawa and Kwiatkowski, 2006). An increase in the packing pressure will cause a decrease in the tensile residual stress distribution (Azaman et al., 2014). As the packing pressure increases, the difference between tensile and compressive stresses becomes larger. However, tensile stresses on the surface of the part are lower (Choi and Im, 1999). |
| Packing time | An increase in packing time will cause a decrease in the tensile residual stress distribution (Azaman et al., 2014). The strongest influence on residual stresses was packing time, which was strongly nonlinear and connected with melt and mold temperature (Poszwa et al., 2018). |
| Melt temperature | Residual stresses increase with higher melt temperature (Östergren, 2013; Polimerowego et al., 2011). The value of principal stresses difference decreases at higher melt temperature (Postawa and Kwiatkowski, 2006). The simulation results show that the residual stress within the injected part is determined (in descending order of influence) by the melt temperature, the filling time, the packing time and the mold temperature (Lin and Hsieh, 2017). |
| Mold temperature | Residual stresses decrease with higher mold temperature (Östergren, 2013; Weng et al., 2009). An increase in the mold temperature will cause an increase in the tensile residual stress distribution (Azaman et al., 2014). As the mold temperature decreases, the difference between tensile and compressive stresses becomes larger. The surface tensile stress of molded part are higher (Choi and Im, 1999). |
| Cooling time | An increase in cooling time will cause a decrease in the tensile residual stress distribution (Azaman et al., 2014). An increase in cooling time will cause a decrease in the compression residual stress distribution (Choi and Im, 1999). |
| Thickness | The residual stresses are higher at lower thicknesses of the molded specimens (Acevedo-morantes et al., 2014; Wang and Young, 2005). |
| Gate dimensions | A larger gate may generate smaller stress (Xie et al., 2014). Specimens injected using the high temperature showed residual stress concentration at the gate region due to the compression effect of the holding pressure (Salmoria et al., 2018). |
Materials And Methods
Three polymers were used in the simulations, Polypropylene (PP), Polycarbonate (PC) andAcrylonitrile Butadiene Styrene (ABS), toanalyze the difference of residual stresses between amorphous and semi-crystalline polymers. The PP used was a homopolymer from SABIC (575P), the PC from GE (LEXAN 144R) and the ABS from GE (HF380).
All properties of the polymers required for the simulations are included in the Moldex 3D software database.
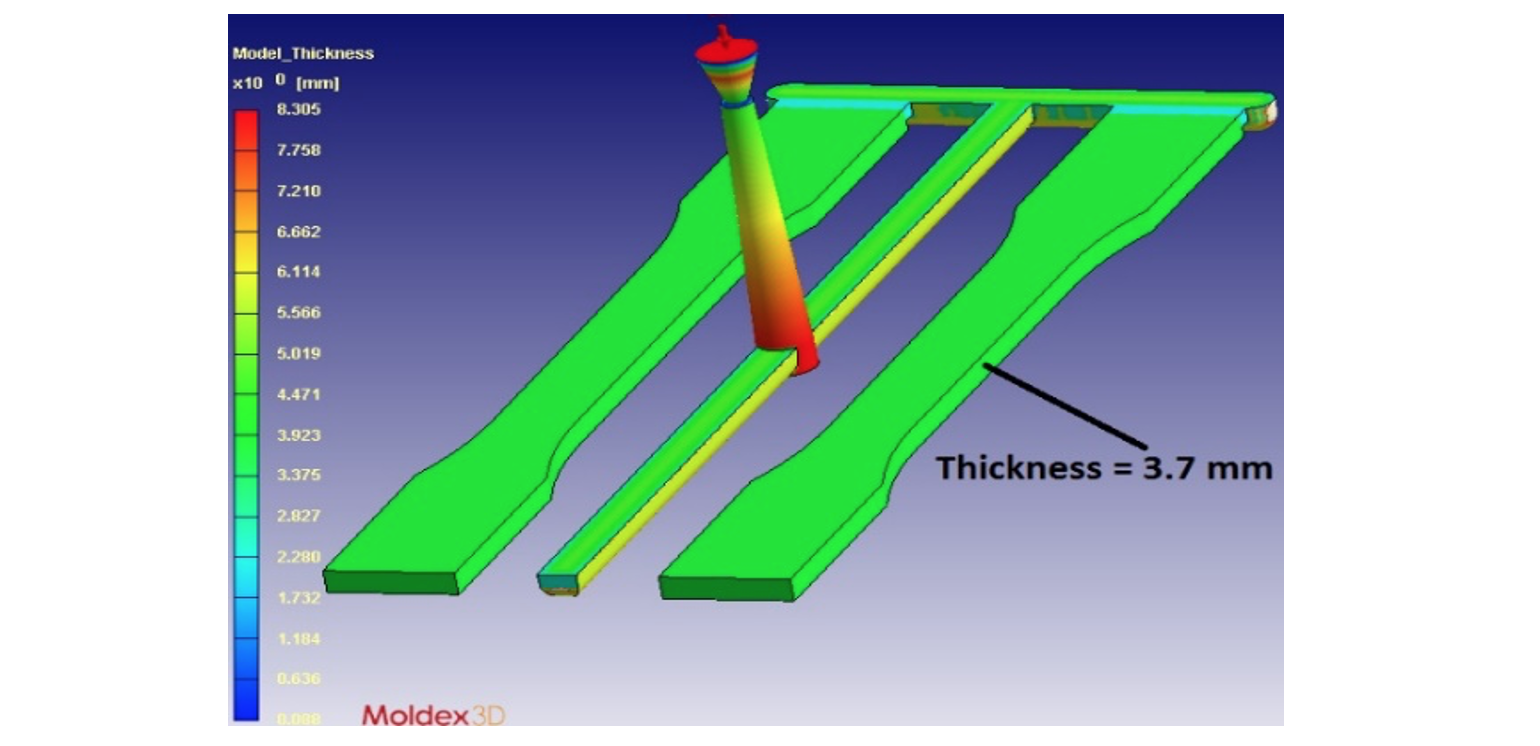
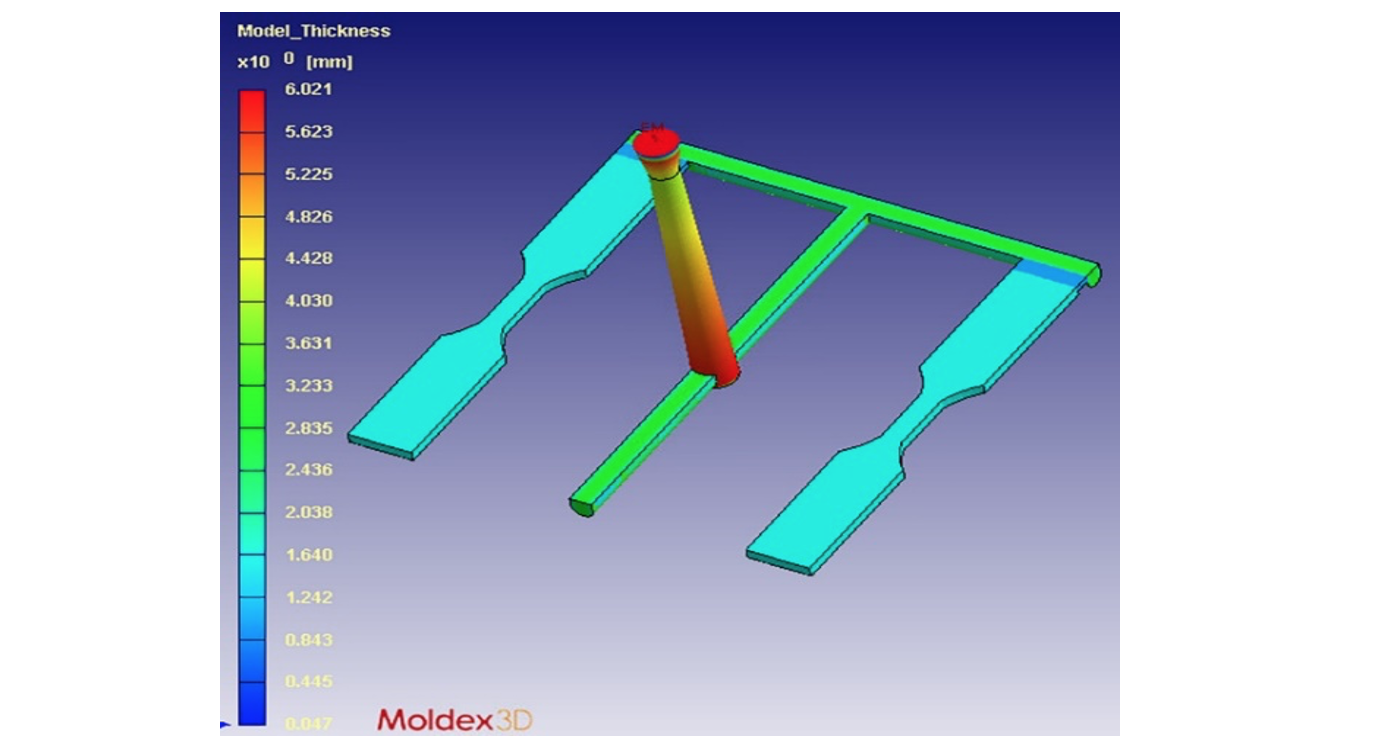
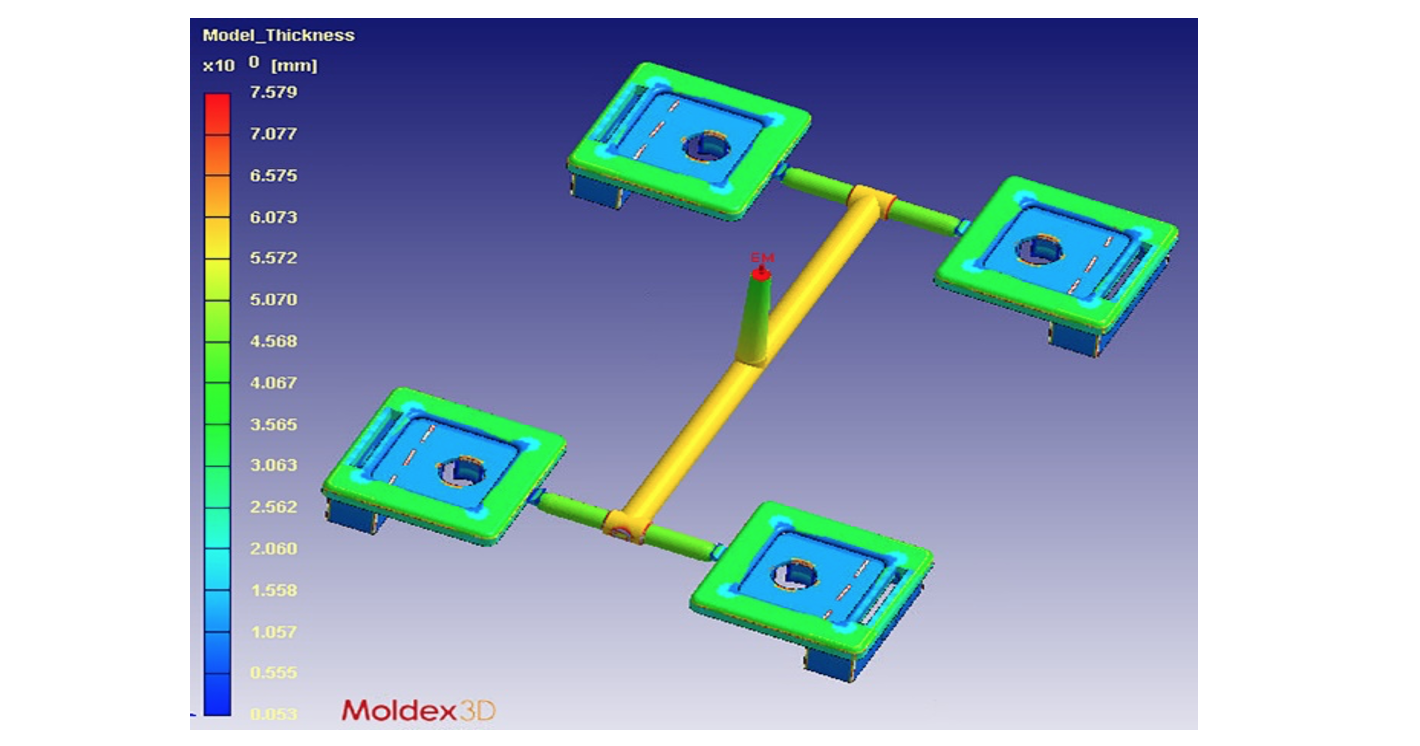
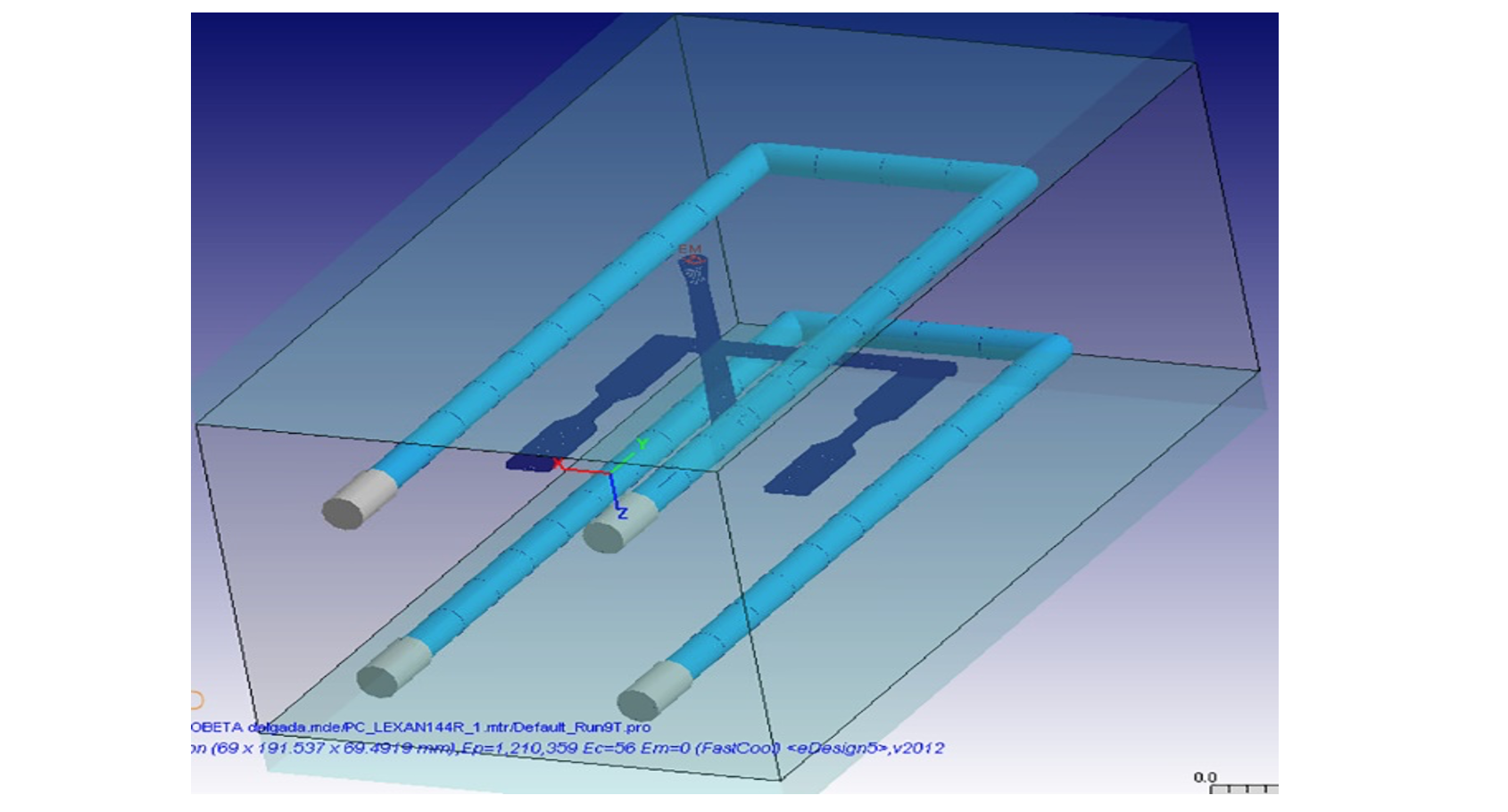
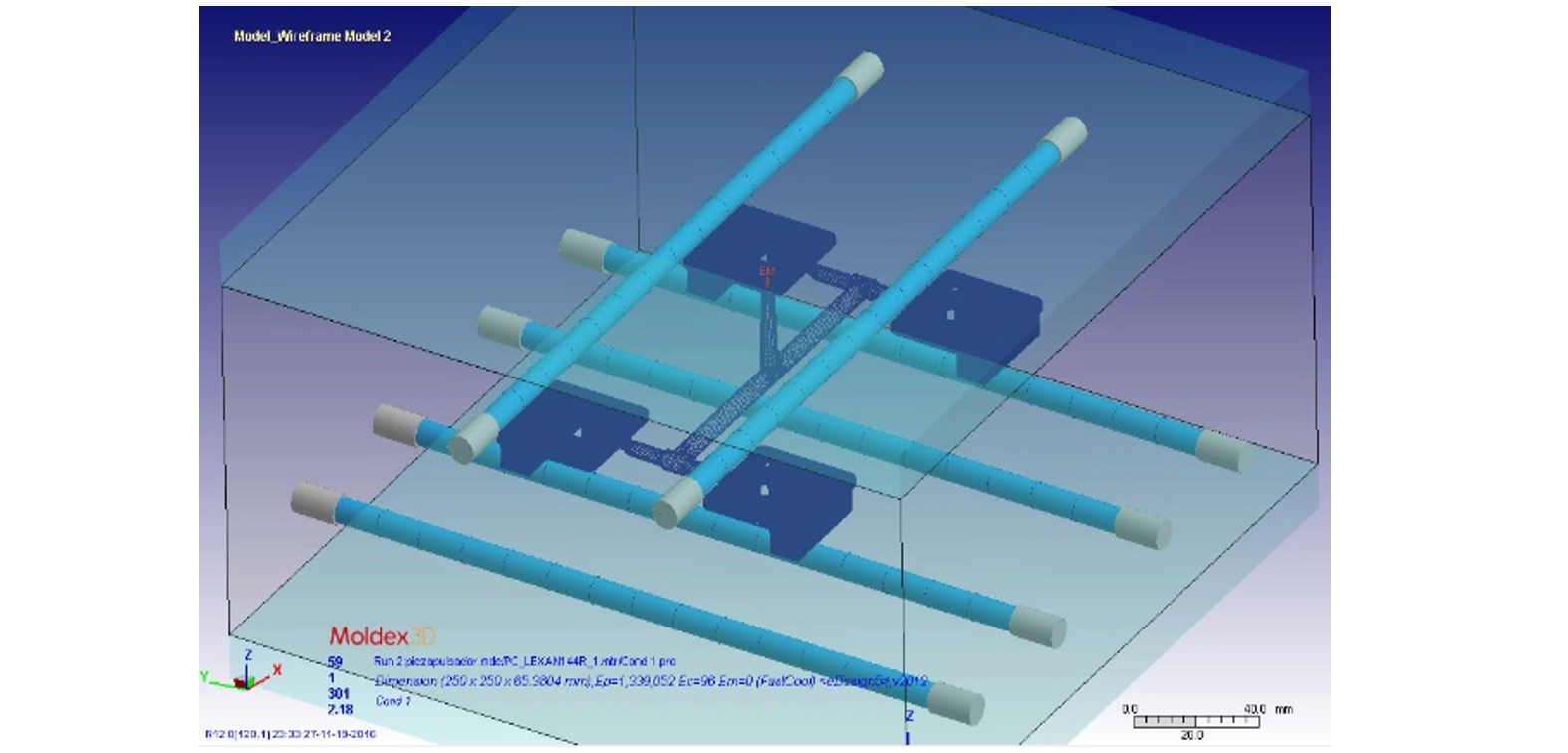
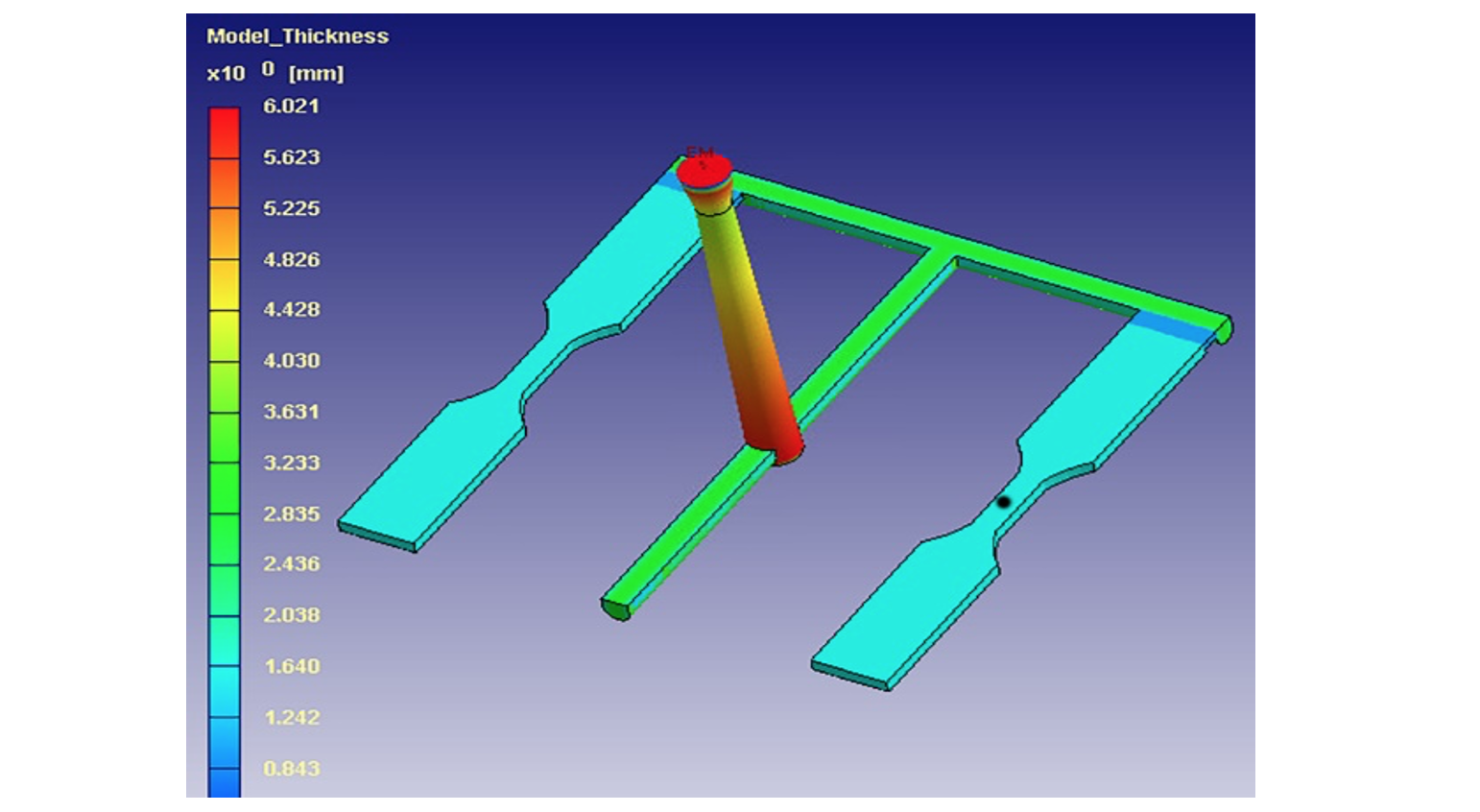
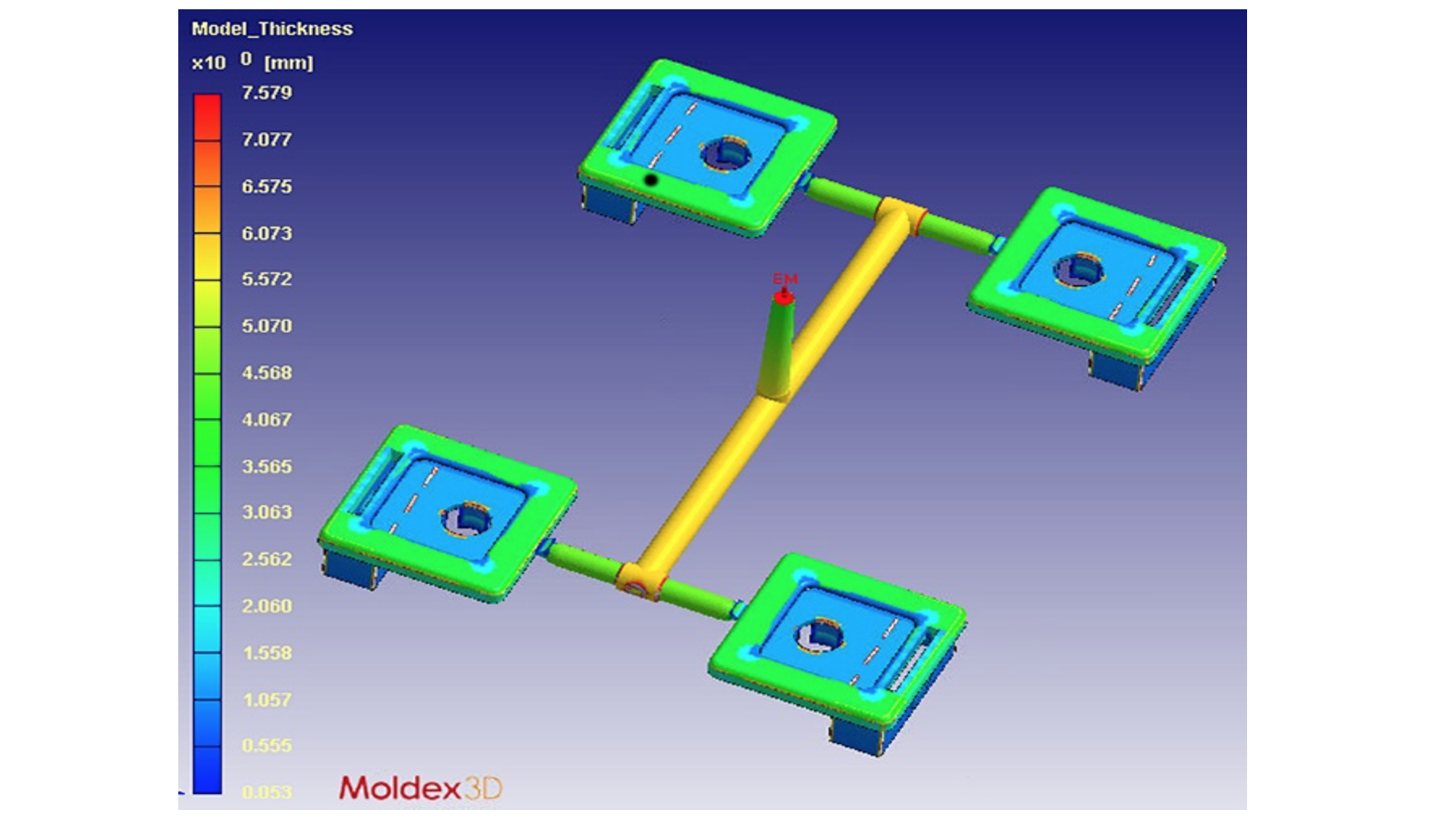
To evaluate the effect of thickness in residual stress, three different geometries were evaluated: a thick wall part (Fig. 1), a thin wall part (Fig. 2) and a part that combines both thin and thick walls (Fig. 3) hereinafter called push-button part. The thin- and thick-wall parts were evaluated with PP and PC. The push-button partwas evaluated with PC and ABS since its analysis was intended for a real application.
The most relevant processing conditions that affect residual stresses of injected plastic parts such as moldtemperature, melt temperature, cooling time, and packing stage were evaluated to analyze interactions of the different processing conditions. Two Designs of Experiments (DOE) were performed for each polymer and each geometry. The first DOE evaluated the influence of mold temperature and melt temperature at fixed conditions of cooling time and packing stage. The second DOE evaluated the influence of cooling time and packing stage (time and pressure) at fixed conditions of melt temperature and mold temperature. Table 2 to 4 listdifferent programmed analyses to run in simulation of the injection molding process.
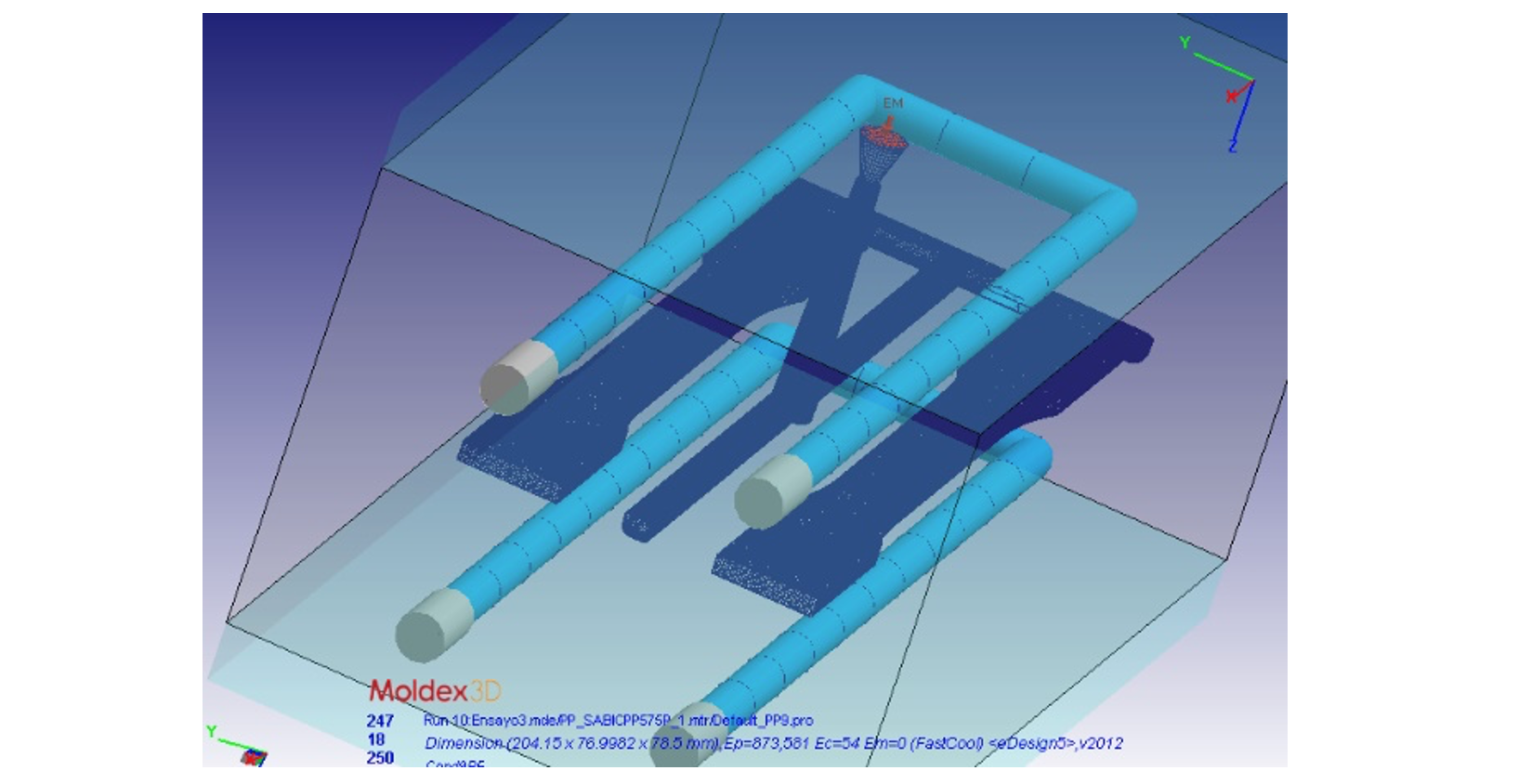
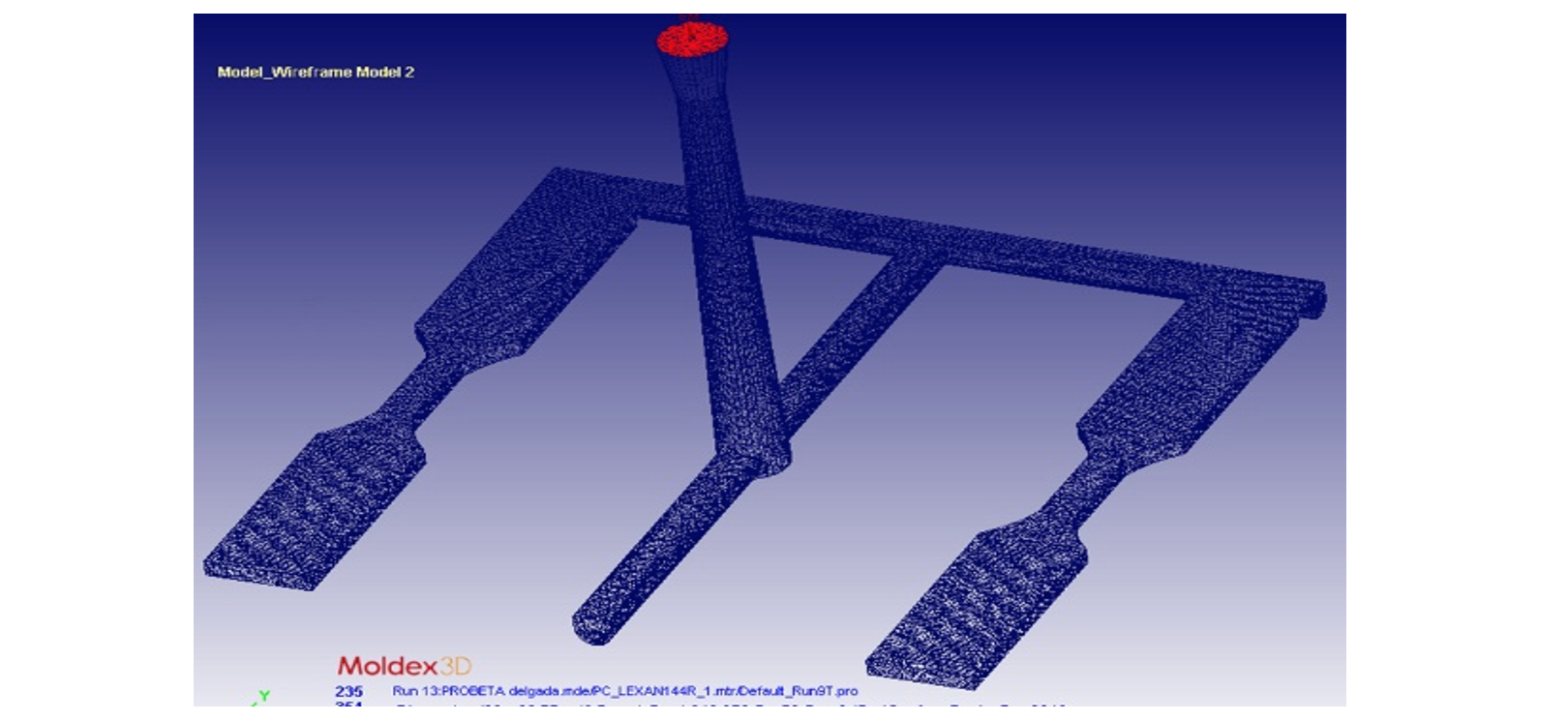
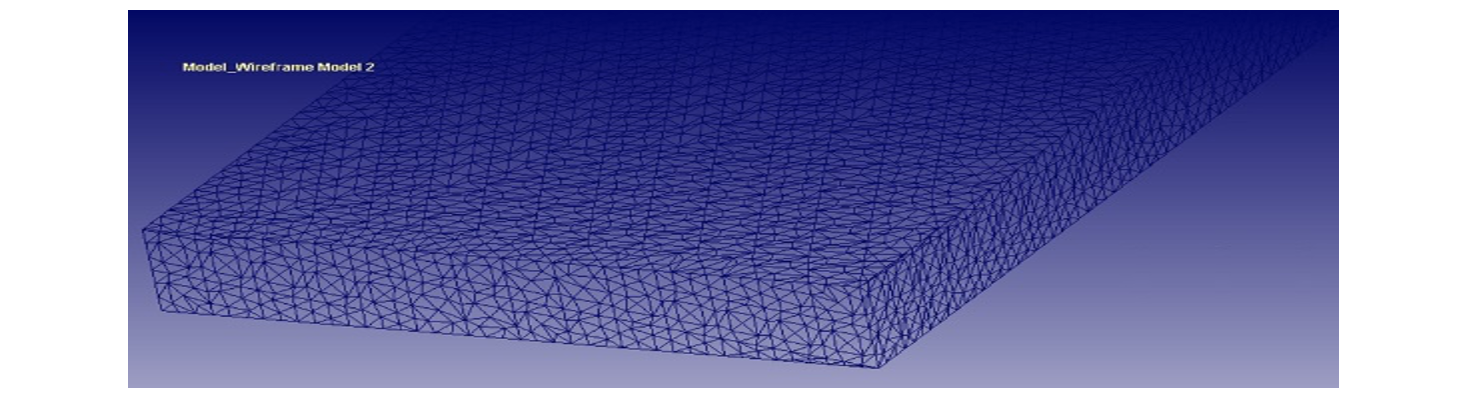
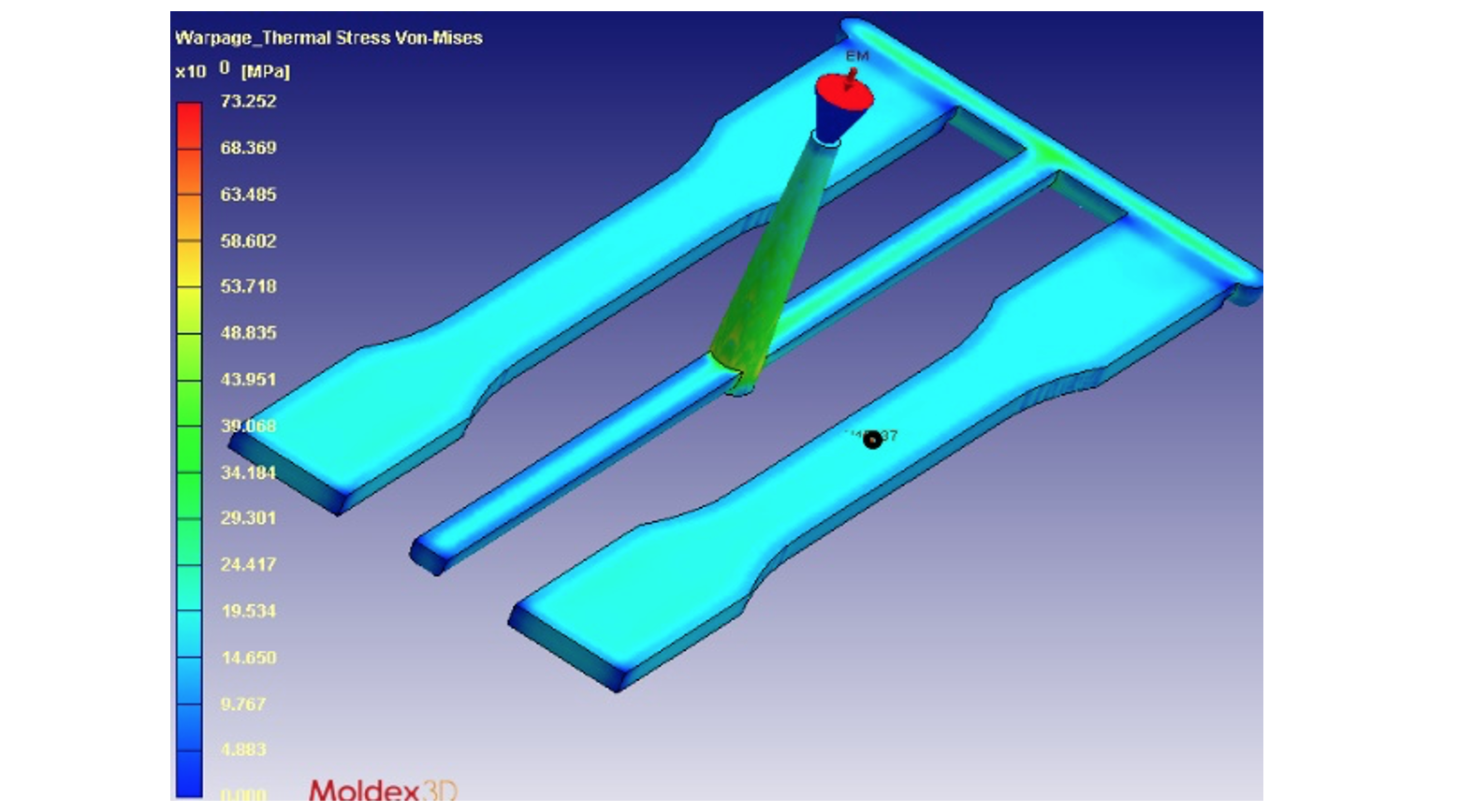
Simulations were performed using the Moldex 3D software. All the stages of the injection molding process were evaluated (filling, packing, cooling, and warpage). The warpage stage includes the calculations of residual stresses. To evaluate the most realistic process, cooling channels were included with the proper temperature and coolant flow to reach the adequate mold temperature. Figure 4 to 6 show the configurations of molds with thecavities, cooling channels and the mesh of finite volume that allows the injection molding process to be simulated and solved. The number of elements in the mesh through the thickness was 6 to 8 elements (Fig. 7), such level of refinement is intended to obtain more precise results. According to other similar studies, this number of mesh elements through-thickness isenough to get adequate simulation results (Nita and Oanta, 2010; Oliveira, 2012; Östergren, 2013). The value of the residual stressreported was the Von Mises stress, which is the mean value of residual stress at x, y, z directions.
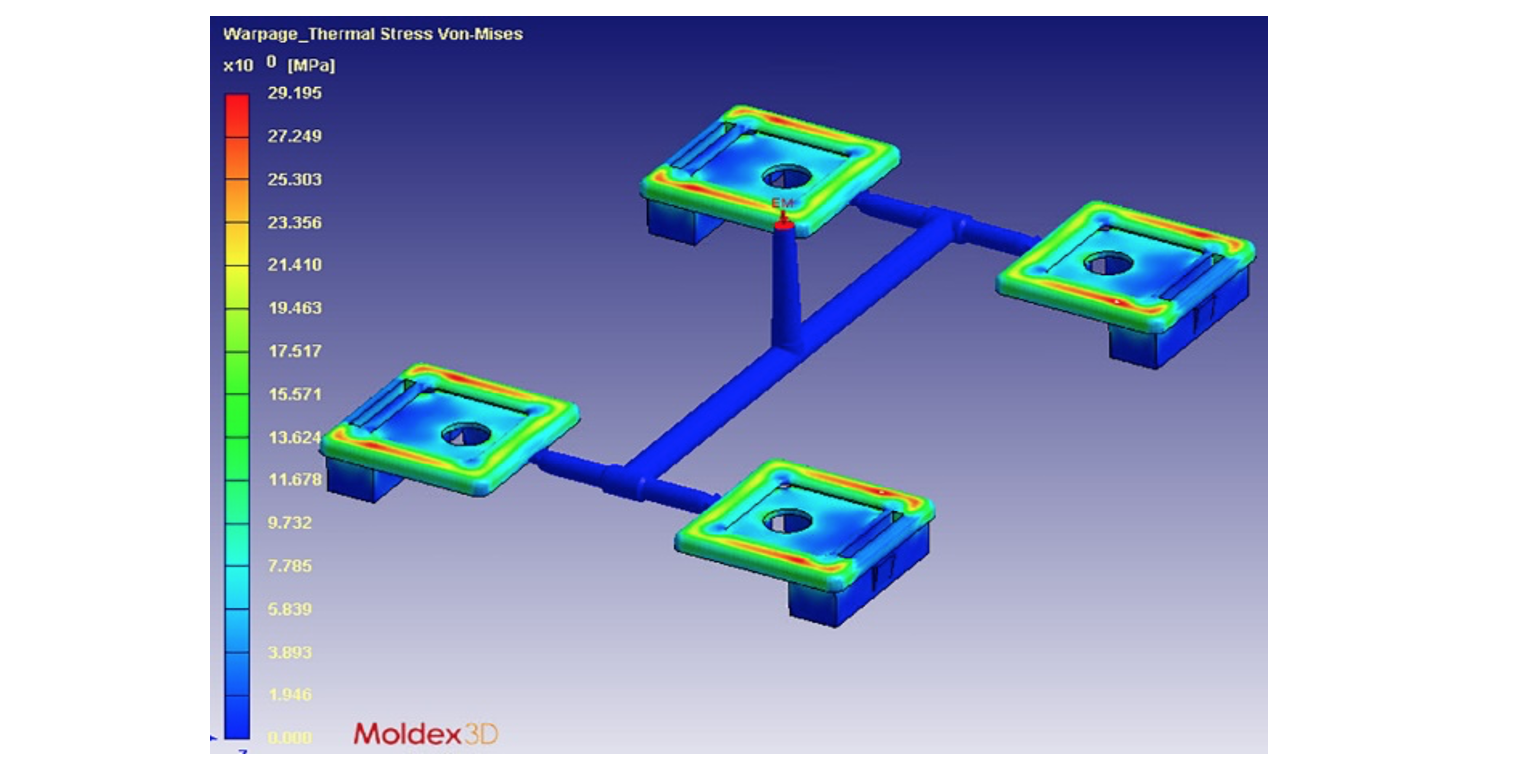
The reported values were obtained by evaluating a specific point onto the surface of injected parts (Fig. 8 to 10). In the case of thin and thick wall parts, this zone was intentionally selected since the surface ofthese injected parts provide the main mechanical resistance and also because that zone has a high failure probability when a tensile test is performed on the part. For the push-button part, the evaluation point of residual stresses was selected considering that this area exhibits premature failure in this type of part during its normal use.
| Variable | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Melt temperature | + | * | - |
| Mold temperature | + | * | - |
| Remaining cooling time | + | * | - |
| Packing time | + | * | - |
| Packing pressure | + | * | - |
| +: High level; *: Medium level; - : Low level | |||
| Part | Variable | PP | PC | ABS |
|---|---|---|---|---|
| Thin* wall | Melt temperature (°C) | 210 | 290 | |
| 240 | 305 | |||
| 270 | 320 | |||
| Mold temperature (°C) | 20 | 80 | ||
| 40 | 95 | |||
| 60 | 110 | |||
| Thick wall* | Melt temperature (°C) | 210 | 290 | |
| 240 | 305 | |||
| 270 | 320 | |||
| Mold temperature (°C) | 20 | 50 | ||
| 40 | 80 | |||
| 60 | 110 | |||
| Push-button* | Melt temperature (°C) | 290 | 220 | |
| 305 | 230 | |||
| 320 | 240 | |||
| Mold temperature (°C) | 80 | 60 | ||
| 95 | 75 | |||
| 110 | 90 | |||
| *: Simulations were performed at fixed conditions of medium level from DOE2 | ||||
| Part | Variable | PP | PC | ABS |
|---|---|---|---|---|
| Thin wall* | Cooling time (sec) | 4.6 | 2.7 | |
| 6.6 | 5.0 | |||
| 8.6 | 7.5 | |||
| Packing time (sec) | 3.0 | 2.0 | ||
| 4.5 | 3.7 | |||
| 6.5 | 6.0 | |||
| Packing pressure (MPa) | 60 | 40 | ||
| 80 | 60 | |||
| 100 | 80 | |||
| Thick wall* | Cooling time (sec) | 10 | 6 | |
| 13 | 10 | |||
| 16 | 15 | |||
| Packing time (sec) | 7 | 4 | ||
| 10 | 7.7 | |||
| 13 | 10 | |||
| Packing pressure (MPa) | 60 | 40 | ||
| 80 | 60 | |||
| 100 | 80 | |||
| Push-button** | Cooling time (sec) | 6 | 9 | |
| 10 | 13 | |||
| 15 | 18 | |||
| Packing time (sec) | 4 | 4 | ||
| 7.7 | 7.7 | |||
| 10 | 10 | |||
| Packing pressure (MPa) | 40 | 40 | ||
| 60 | 60 | |||
| 80 | 80 | |||
| *: Simulations were performed at fixed conditions of medium level from DOE1; **: Simulations were performed at conditions of DOE1 where it was obtained minimum residual stress | ||||
Results And Discussion
For each injected plastic part DOE1 and DOE2 were performed at different values of the variables listed in Table 2 to 4. The obtained results are presented as follows.
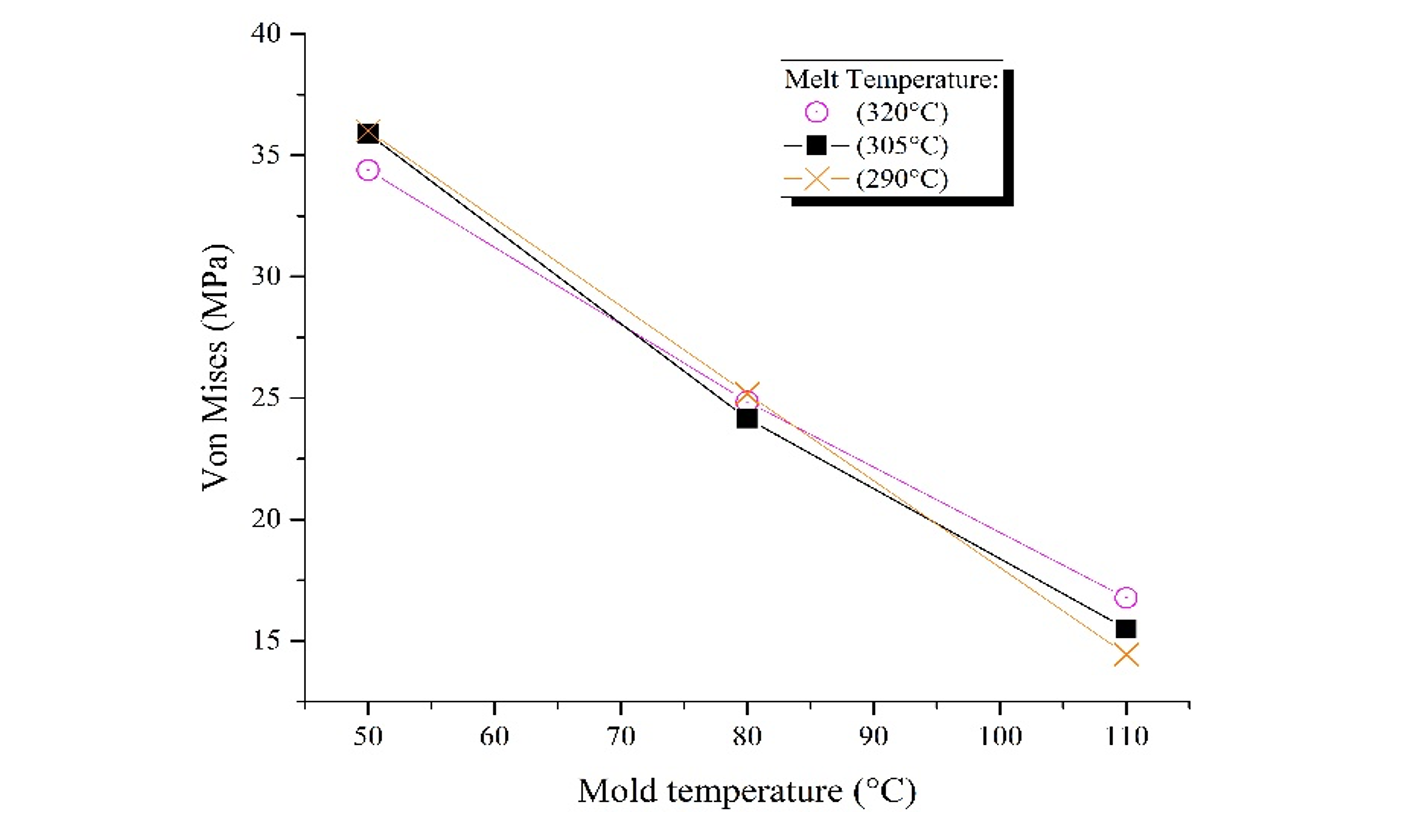
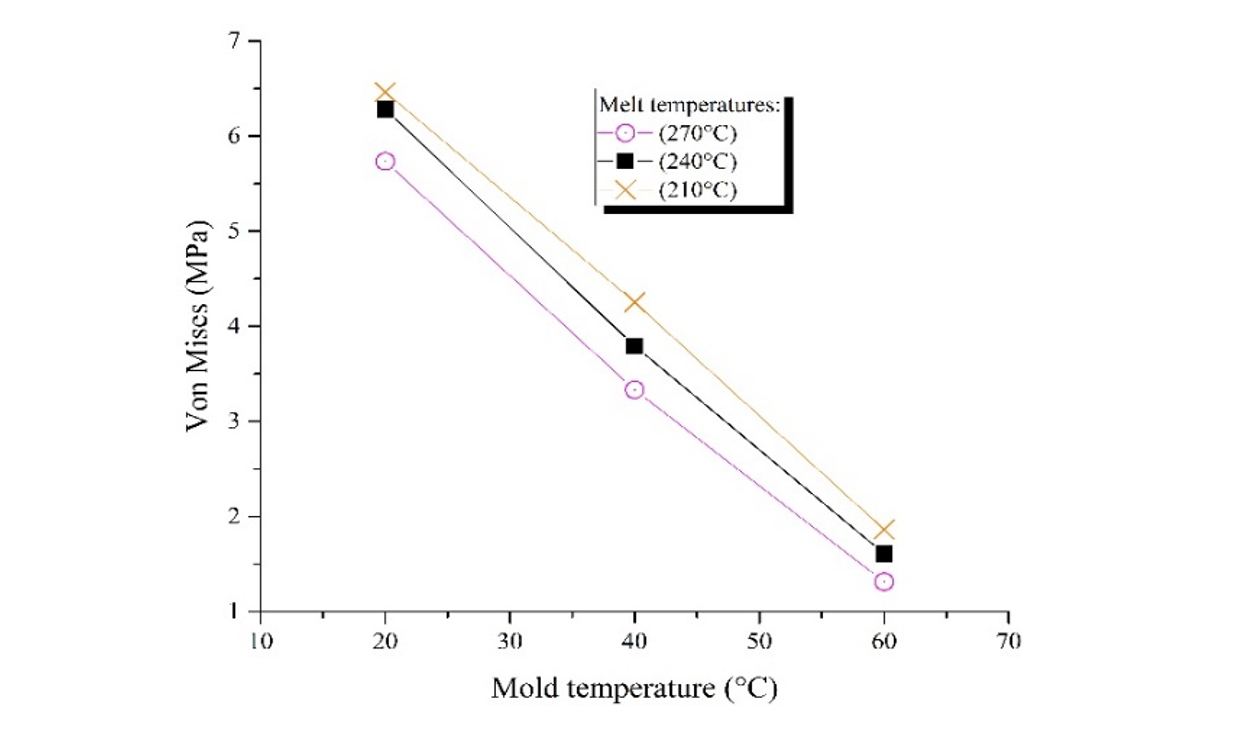
Thick wall part: Figure 11 shows the effect of the mold temperature and the melt temperature using PC (DOE 1), as it is observed, there is a great effect of these parameters on the residual stresses obtained. The minimum residual stress (16.8 MPa) was obtained at the highermoldtemperature (110°C), whereas the maximum residual stress (34.4 MPa) was achieved at the lowest mold temperature (50°C). When these two stresses are compared, a reduction of 51% in the residual stress level is observed with the increase of mold temperature. However, it is well known that mold temperature at such low values as 50°C is not a recommended processing condition for PC, in this study such condition was intentionally evaluated to show the adverse effects that promote high residual stresses in injected polymers at low mold temperatures. Then if the minimum residual stress obtained is compared with that obtained for the minimum suitable mold temperature value for PC (~80ºC), the reduction of residual stress is still considerable (16.8 vs. 24.9 MPa), which is a reduction on the residual stresses magnitude of 33%. The reduction of theresidual stressesat higher mold temperatures is explained since there is a smaller shrinkage between layers of polymer close to the mold walls and the layers in the center of the thickness of the injected part, this behavior has been previously reported by other researchers (Östergren, 2013; Weng et al., 2009). The effect of the melt temperature is not significant, it has a slight effect in the reduction of the residual stress when the part is injected at the higher mold and lower melt temperatures. For that situation the residual stress obtained is thelowest of those observed from this DOE.
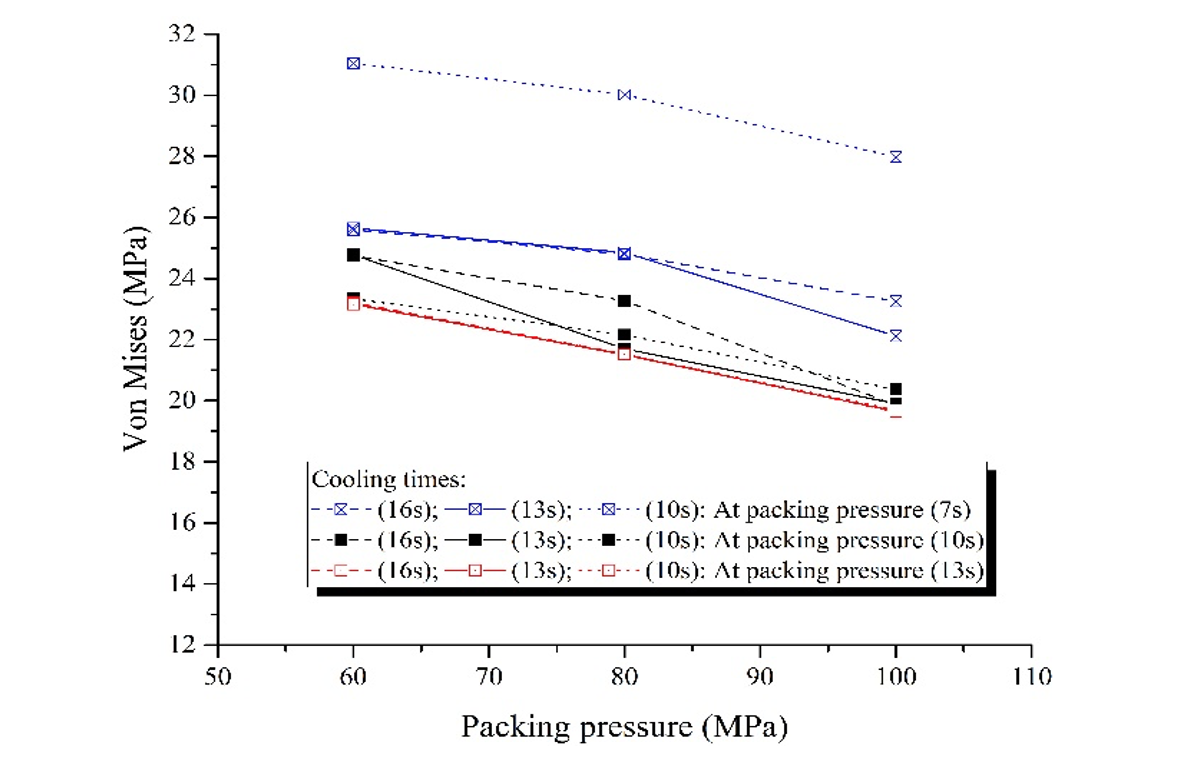
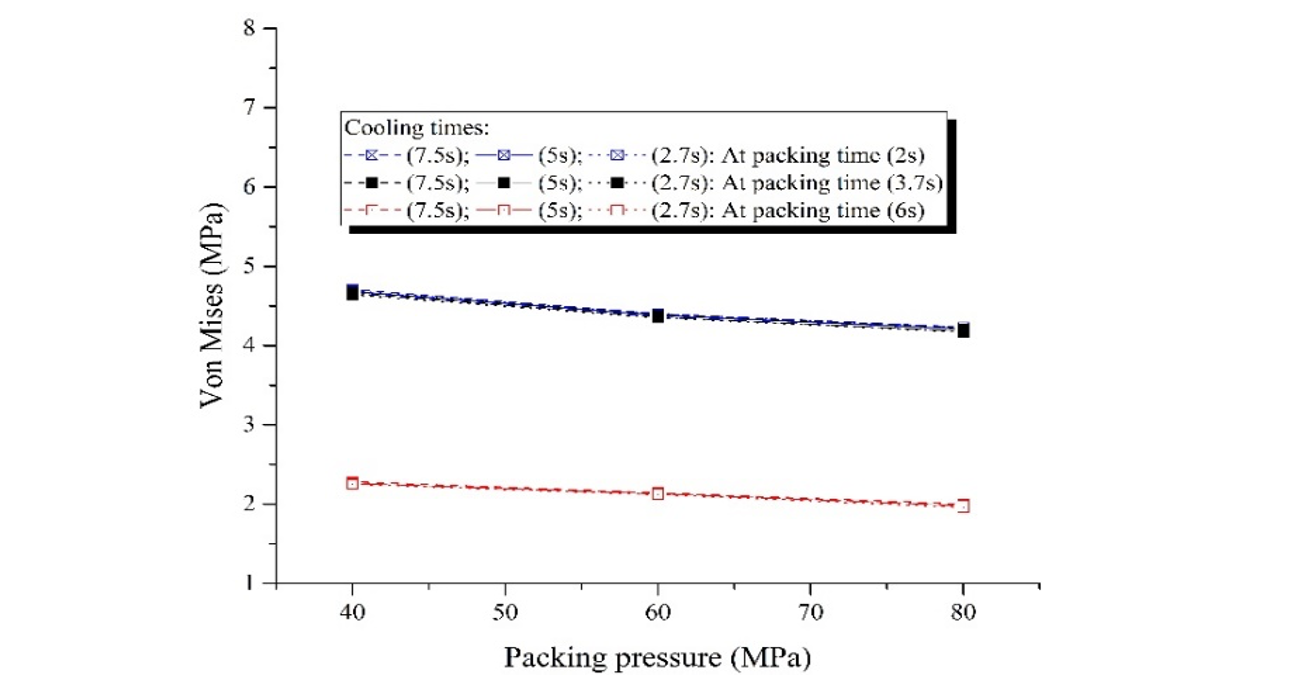
Figure 12 (DOE 2), show the effect of packing stage and cooling time on residual stress at a fixed condition of medium level from DOE 1 (mold temperature 80ºC and melt temperature 305ºC). The values of residual stress obtained with this DOE do not differ significantly to those from the obtained ones at the medium level from DOE 1, indicating that packing pressure does not have a considerable effect in reduction of residual stress, but as the cooling time and packing time increase, the residual stresses are reduced at higher packing pressures. This is explained for fact that at higher total cooling time of polymer (packing time and remaining cooling time), there will be more time for the molecular relaxation of the polymer and time to attain a balanced cooling of the material, which in turn will reduce the magnitude of the contractions in the material and will lead to lower residual stresses. Azman and co-workers have reported a similar tendency in the packing stage effect on residual stresses (Azaman et al., 2014).
DOE 1 and DOE 2 for PP showed similar tendencies to those observed in PC with some differences in the magnitude of residual stresses. In the case of PP, the effect of low melt temperature in residual stresses was more evident (Fig. 13). The results of the simulation from PP DOE 2 (Fig. 14) were evaluated at a melt temperature of 240°C and a mold temperature of 40°C.
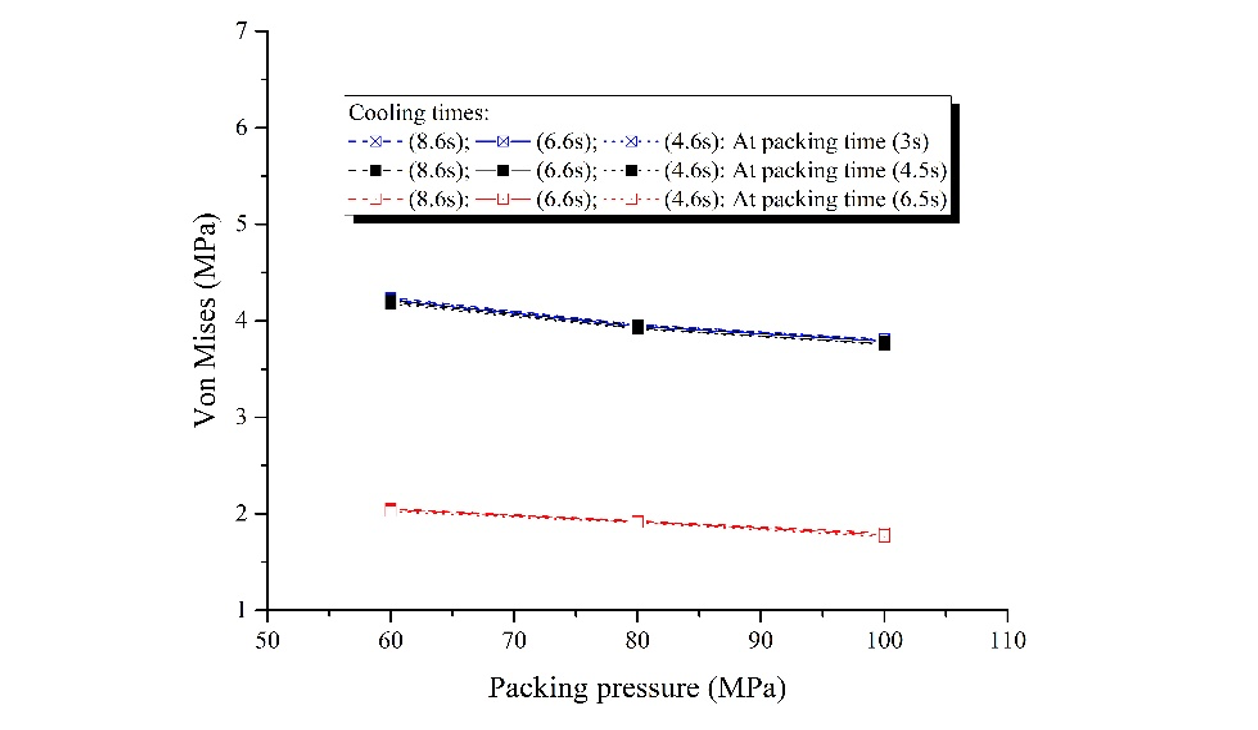
Thin wall part: The evaluation of residual stresses within a thin wall part showed significantly smaller values than those obtained in the thick wall case (Fig. 15 to 18). These lower residual stresses in thin wall parts are the result of a more uniform cooling of the overall part through its thickness. The shrinkage in this type of part is smaller than the one experienced by thick wall parts and as a result the residual stresses are smaller. Flow-induced residual stresses (caused by polymer chain preferential orientations and freeze-off packing pressure) are often very small when compared to those generated by the thermal effectof the cooling (thermal-induced residual stresses). However, the last result is conditioned to recommended temperatures in the process (mold and melt temperature), since lower temperatures increase the flow-induced residual stresses (caused by polymer chain preferential orientations and freeze-off packing pressure) at a higher degree than thermal-induced residual stresses (caused by non-uniform cooling of the molding part), which generates higher tensile residual stresses on the surface of injected parts (Osswald et al., 2010).
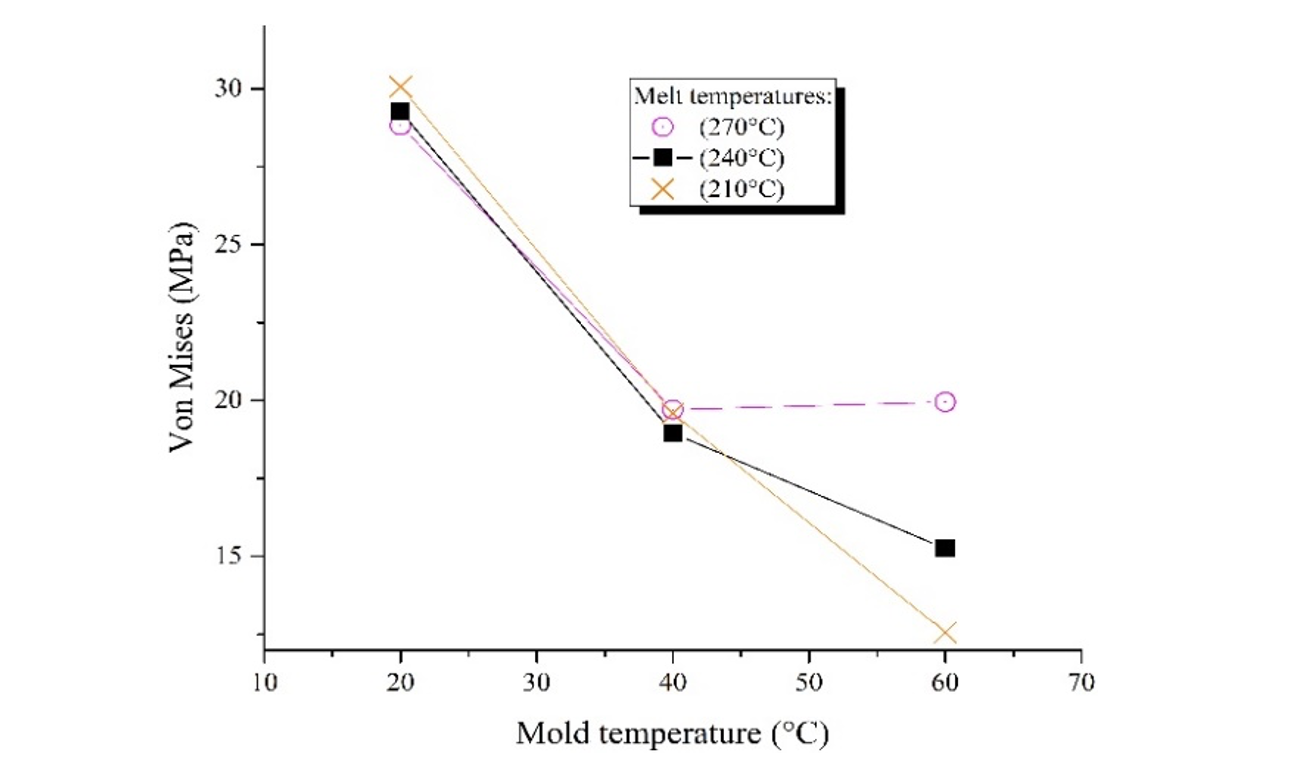
DOE 1 and DOE 2 for thin-wall parts showed similar tendencies tothose observedfor thick wall parts, except for the residual stress values previously explained. The parameter with the greatest effect on residual stresses is the mold temperature, the effect of melt temperature and packing pressure is negligible and it was also noticed that for higher packing time the residual stresses are slightly reduced.
Push-button part: As the maximum residual stress in the push-button part coincides with the premature failure of this part during final use (Fig. 19) and because it was not possible to reduce the values of these residual stresses with different DOEs of PC (Fig. 20), a material less sensitive to residual stresses. (ABS), was used in the practical application.
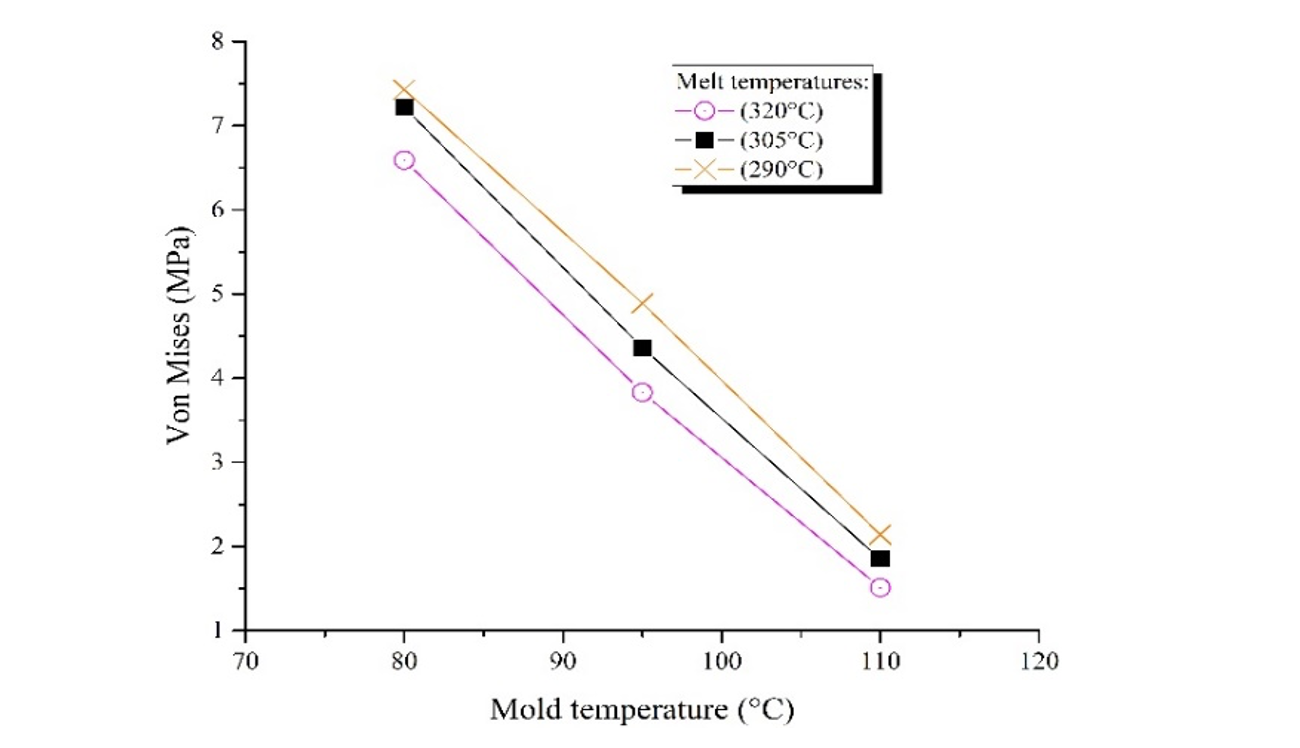
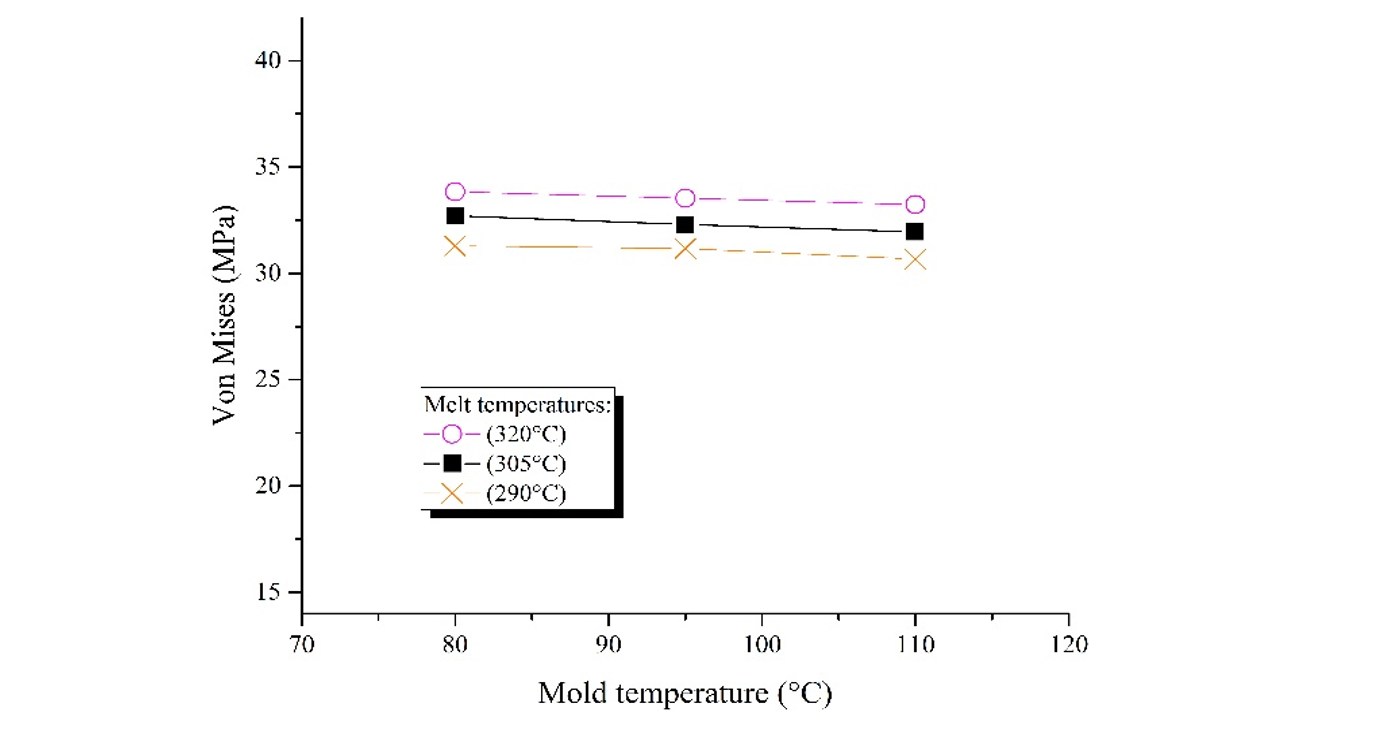
Figure 20 shows the effect of mold temperature and melt temperature with PC (DOE 1). In comparison with the analysis performed with the thick wall part, there is a smaller effect of the mold temperature, wherefrom the maximum (33.84 MPa) to the minimum (30.67 MPa) values of residual stresses there is a 9% reduction along the range of mold temperatures studied (80 to 110°C). The reduction of residual stress at higher mold temperature is justified due to a lower difference of shrinkage between layers of polymer close to the mold walls and the layers in the middle section of the thickness of the injected part. The effect of melt temperature is not significant and only has an effect in the reduction of residual stresses when the part is injected at the high mold and low melt temperature conditions, for that case the obtained residual stress was the lowest observed of this DOE. Furthermore, the values of residual stresses are higher to those obtained with the thick wall part at the same processing conditions, this is caused by an unbalanced cooling that generates high differences in the magnitude of the shrinkage throughout the part.
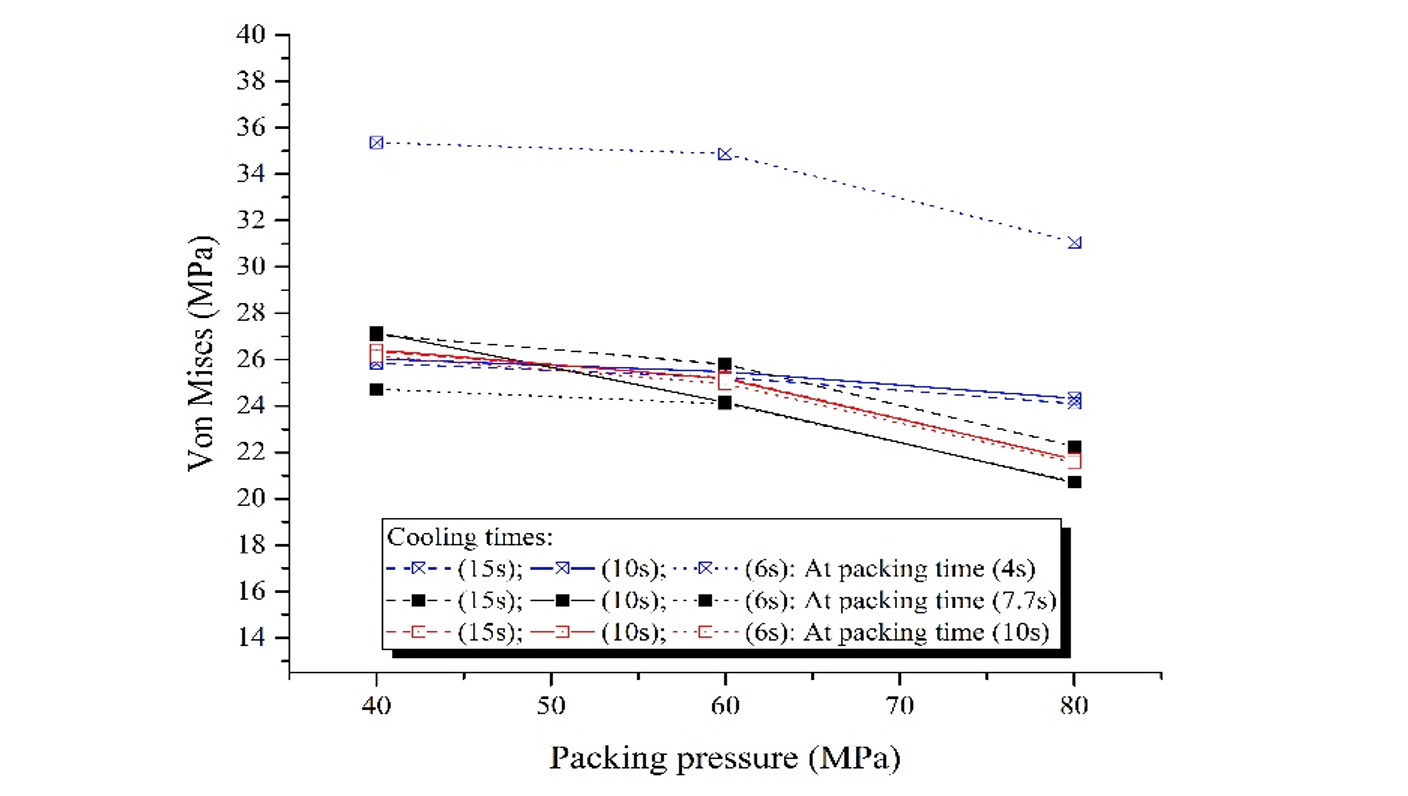
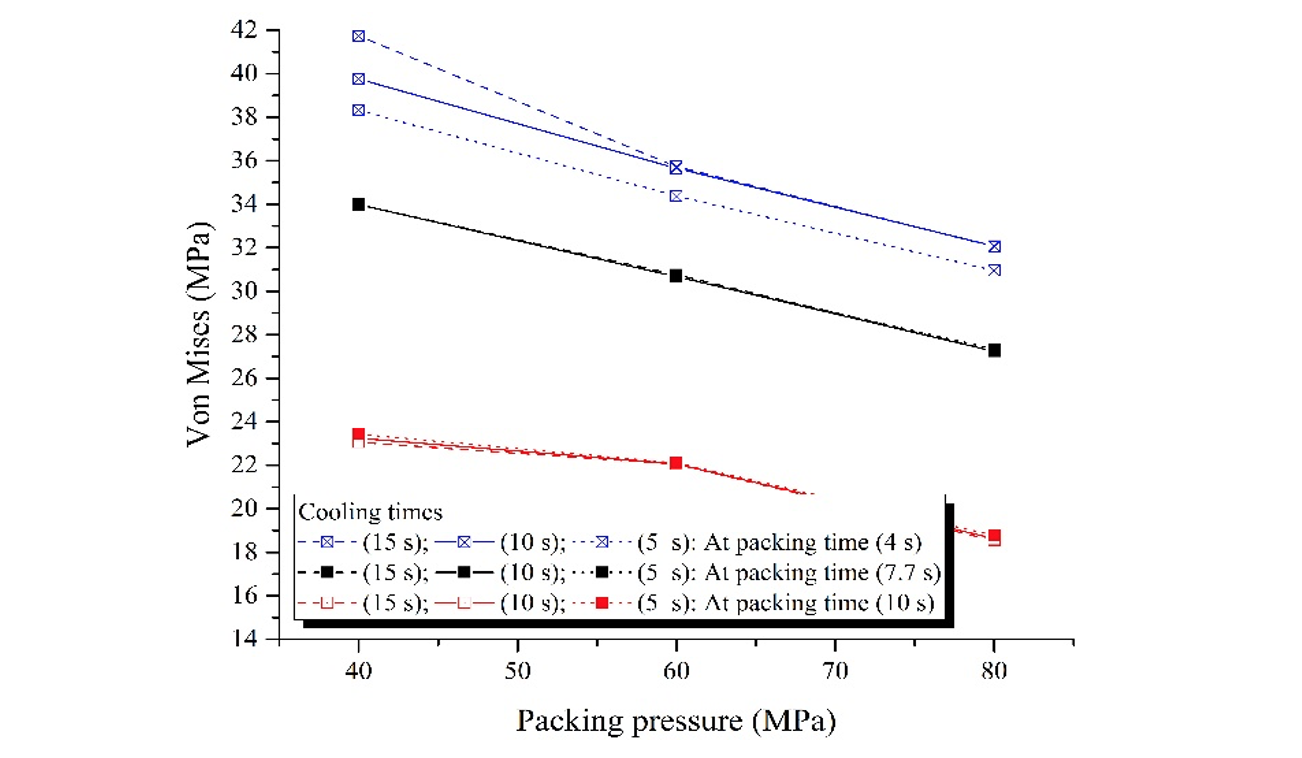
Figure 21 (DOE 2), show the effect of the packing stage and the cooling time on the residual stresses. Differing from the analysis of the thick wall part, the fixed conditions from DOE 1, mold temperature and melt temperature were selected at 110 and 290ºC, conditions at which the minimum residual stress from DOE 1 was obtained. As was shown with the thick wall part, the values of residual stresses were reduced when the packing pressure and packing time are increased, however, there was no significant reduction of the residual stresses with cooling time.
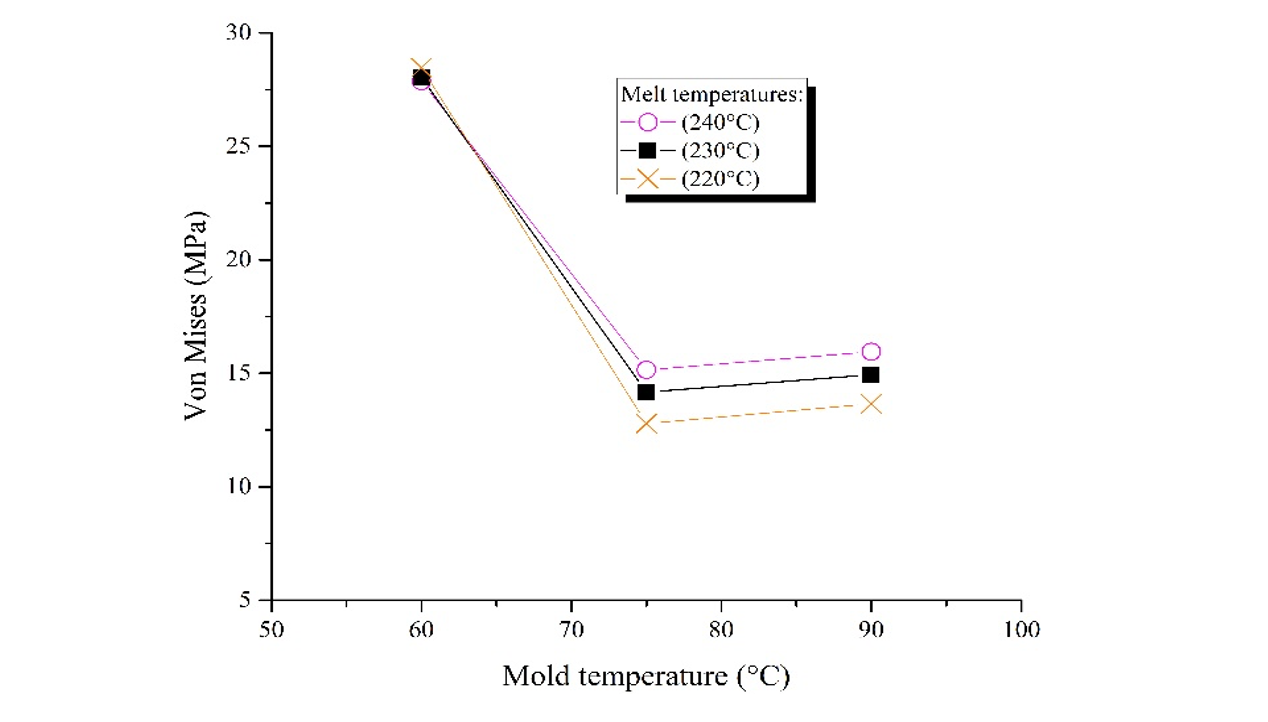
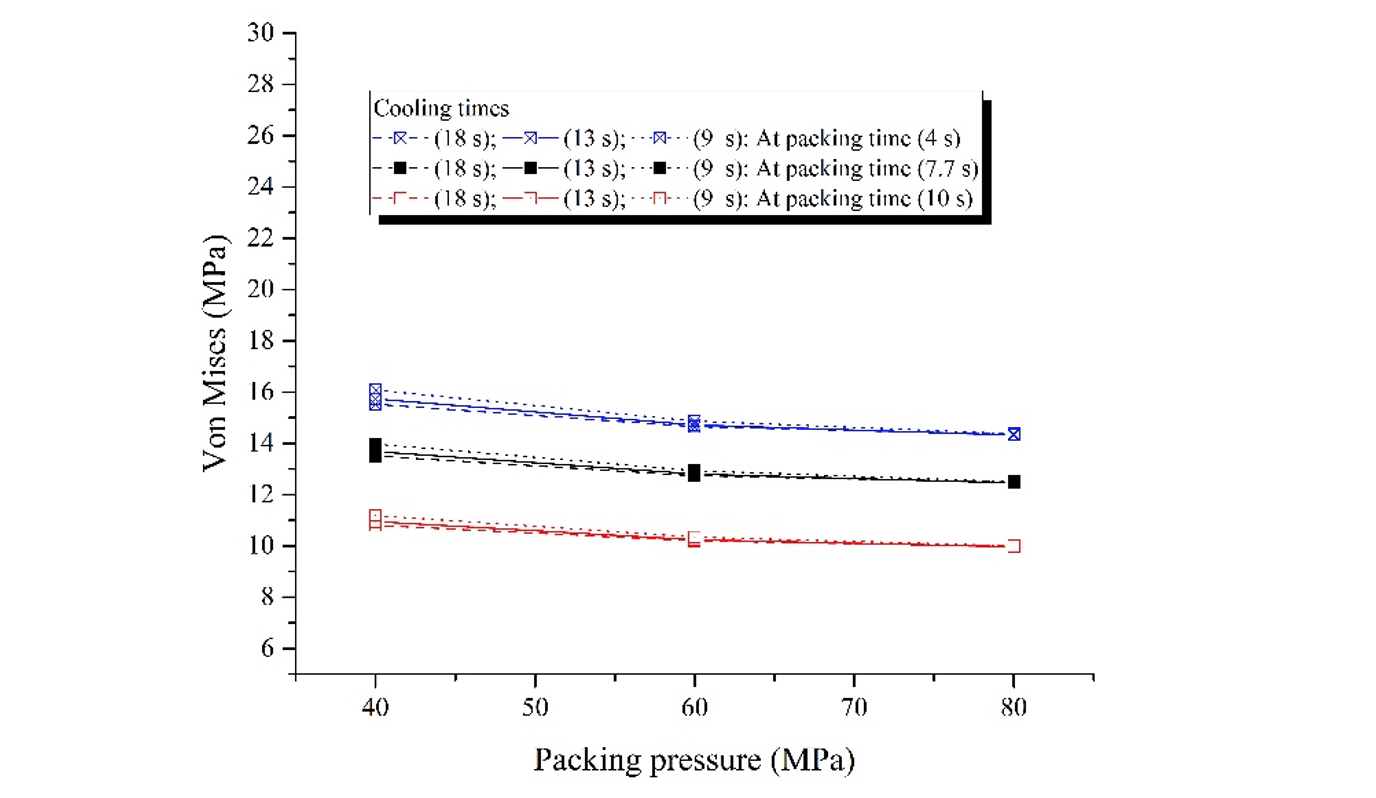
Since PP is not adequate for applications like push-bottom parts, an ABS polymer was evaluated as an alternative to PC using the proposed DOE 1 and DOE 2 (Fig. 22 and 23). The results evaluating ABS showed similar tendencies to those observed for PC, except that the values of residual stresses are the lowest at mold temperatures of 75°C. This observation could be explained by the fact that a 90°C mold temperature is close tothe ABS glass transition temperature. These results show that the use of ABS is a better alternative than PC to minimize residual stresses of the part, thus avoiding premature failures in it. Some authors have reported that higher molecular weight polymers result in higher residual stresses (Kazakov, 1998). In this specific case, PC has a higher molecular weight than ABS, additionally, properties of ABS such aslower stiffness and fragility concerning PC make it less prompt to failure by residual stresses.

Conclusion
Higher residual stresses due to thermal effects are generated for an unbalanced cooling of the injected part. That condition, for instance, was found in the push-button part. To make things worse, PC high sensibility to residual stresses needs to be considered, which in order, reduces residual stresses on injected plastic parts.
Further higher residual stresses can be expected for injected parts with large thicknesses due to the considerable gradient of temperatures between the injected polymer near the walls of the mold and polymer in the middle region of the thickness, this generates different levels of polymer’s shrinkage into the mold and thus higher residual stresses. This was evidenced by the analysis of the residual stresses for the thick wall part and the push button part.
Residual stresses for thin-wall parts are lower than those observed in thick wall parts if a balanced cooling is guaranteed as it was done in the present study. However, it is necessary to inject these thin-wall parts with the recommended processing temperatures (mold and melt temperatures), otherwise, the flow-induced residual stresses (caused by polymer chain preferential orientations and freeze-off packing pressure) begins to be significant.
The PC was the most sensitive polymer to residual stresses depending on the processing conditions, being the mold temperature and packing stage the most critical variables to increase or reduce residual stresses.
Future work is currently in progress to include the effect of the mechanical properties of injected plastic parts and its relationship with the residual stresses, as well as the validation of the residual stress prediction using standardized technique measurements.
Acknowledgement
The authors want to acknowledge Instituto TecnologicoMetropolitano ITM, Universidad Nacional de Colombia - Medellín campus and Industrias PGA (Medellín, Colombia) for supporting the current research work.
Conflict of Interest
Authors declare that the discussed topics in the present paper do not represent any conflict of interest with some institution or company.
Author Details
1Department ofElectromechanical and Mechatronic Engineering, Faculty of Engineering, Instituto TecnológicoMetropolitano,
2Faculty of Economic and Administrative Sciences, Instituto TecnológicoMetropolitano,
3Polymer and Chemical Engineering Consultant,
4Departmentof Materials and Minerals, Universidad Nacional de Colombia-Medellín, Colombia
5School of Physics, Universidad Nacional de Colombia-Medellín Campus, Colombia
References
Alkaabneh, F., M. Barghash and Y. Abdullat, 2016. A novel statistical analysis for residual stress in injection molding. Am. J. Oper. Res., 6: 90-103.
Azaman, M.D., S.M. Sapuan, S. Sulaiman, E.S. Zainudin and A. Khalina, 2014. Numerical simulation analysis of the in-cavity residual stress distribution of lignocellulosic (wood) polymer composites used in shallow thin-walled parts formed by the injection moulding process. Mater. Design, 55: 381-386.
Choi, D.S. and Y.K. Im, 1999. Prediction of shrinkage and warpage in consideration of residual stress in integrated simulation of injection molding. Compos. Struct., 47(1-4): 655-665.
Farshi, B., S. Gheshmi and E. Miandoabchi, 2011. Optimization of injection molding process parameters using sequential simplex algorithm. Mater. Design, 32(1): 414-423.
Kansal, G., P.N. Rao and S.K. Atreya, 2001. Study: Temperature and residual stress in an injection moulded gear. J. Mater. Process. Tech., 108(3): 328-337.
Kazakov, A., 1998. An automated method for the measurement of residual stress in melt-extruded plastic pipes. Polym. Test., 17(6): 443-450.
Kim, C.H. and J.R. Youn, 2007. Determination of residual stresses in injection-moulded flat plate: Simulation and experiments. Polym. Test., 26(7): 862-868.
Kusić, D., T. Kek, J.M. Slabe, R. Svečko and J. Grum, 2013. The impact of process parameters on test specimen deviations and their correlation with AE signals captured during the injection moulding cycle. Polym. Test., 32(3): 583-593.
Lin, C.M. and H.K. Hsieh, 2017. Processing optimization of Fresnel lenses manufacturing in the injection molding considering birefringence effect. Microsyst. Technol., 23(12): 5689-5695.
Nita, A. and E. Oanta, 2010. Improving the quality of the molded polymeric parts by reducing the residual stress. Proceeding of the 2nd International Conference on Manufacturing Engineering, Quality and Production Systems, pp: 77-82.
Oliveira, J.A.P., 2012. Análise numérica de tensões induzidas pelo escoamento não isotérmico de um polímero no preenchimento de cavidades de paredes finas. Tese de doutorado, Universidade Federal do Rio Grande do Sul, Porto Alegre, RS.
Osswald, T., G. Menges and F.L. Flórez Jairo, 2010. Ciencia de los polímeros para ingenieros. Editorial Guaduales Limitada, Cúcuta-Colombia.
Östergren, A., 2013. Prediction of residual stresses in injection moulded parts. M.S. Thesis, Chalmers University of Technology, Göteborg, Sweden.
Ozcelik, B., A. Ozbay and E. Demirbas, 2010. Influence of injection parameters and mold materials on mechanical properties of ABS in plastic injection molding. Int. Commun. Heat Mass, 37(9): 1359-1365.
Polimerowego, Z.K., P. Zmiennych and W. Procesu, 2011. Numerical analysis of residual stresses and deformation of injection moulded parts manufactured from polymeric. Kompozyty, 4: 294-298.
Postawa, P. and D. Kwiatkowski, 2006. Residual stress distribution in injection molded parts. J. Achiev. Mater. Manuf. Eng., 18(1): 171-174.
Poszwa, P., P. Muszynski, P. Brzek and K. Mrozek, 2018. Influence of processing parameters on residual stress in injection molded parts. Proceeding of the International Conference on Manufacturing Engineering and Materials. Nový Smokovec, Slovakia, June 18-22, pp: 476-484.
Raos, P. and J. Stojsic, 2014. Influence of injection moulding parameters on tensile strength of injection moulded part. J. Manuf. Ind. Eng., 13(3-4): 1-3.
Salmoria, G.V., L.F. Vieira, I.M. Gindri, C.R.M. Roesler and E.A. Fancello, 2018. Properties of injection-molded poly (l-co-d,l-lactic acid) using different melt temperatures and stress concentrator in the specimen geometry. Int. J. Adv. Manuf. Tech., 98(5-8): 2231-2237.
Wang, T.H. and W.B. Young, 2005. Study on residual stresses of thin-walled injection molding. Eur. Polym. J., 41(10): 2511-2517.
Weng, C., W.B. Lee and S. To, 2009. Birefringence techniques for the characterization of residual stresses in injection-moulded micro-lens arrays. Polym. Test., 28(7): 709-714.
Xie, P., F. Guo, Z. Jiao, Y. Ding and W. Yang, 2014. Effect of gate size on the melt filling behavior and residual stress of injection molded parts. Mater. Design, 53: 366-372.
Xu, Y., H. Lu, T. Gao and W. Zhang, 2015. Predicting the low-velocity impact behavior of polycarbonate: Influence of thermal history during injection molding. Int. J. Impact Eng., 86: 265-273.
Rights and permissions
Open Access: This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third-party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
Cite this Article
Carlos A. Vargas Isaza, Juan C. Posada, M. Juan Diego Sierra, Alvaro J. Castro-Caicedo and Juan F. Botero-Cadavid, 2021. Analysis of Residual Stress of Injected Plastic Parts: A Multivariable Approach. Research Journal of Applied Sciences, Engineering and Technology 18: 43-58 http://doi.org/10.19026/rjaset.18.6063
Received
Accepted
Published
March 4, 2020
April 30 2020
May 25, 2021
DOI: http://doi.org/10.19026/rjaset.18.6063